


热塑性塑料由于其耐腐蚀性、低重量、高强度、易加工以及较金属材料而言的经济性优势,在工程制造行业广泛应用。用HD-PE、PP、PVC-U、PVC-C、PA、PVDF、ECTFE等热塑性材料制成的塑料容器或制造局部结构复杂的设备(如风扇或泵)时,对于塑料焊接技术是一项非常严格的考验。
塑料焊接是通过热能和压力的影响将热塑性材料制成的工件不可分离地连接到一起。不同的焊接方式,不同的焊缝形状,不同的焊接速度,不同焊接时间都是影响焊接质量的重要因素。
塑料焊接的类型可分为无焊条焊接和有焊条焊接,为了让大家对塑料焊接有更深刻的了解,今天我们来说几种塑料焊接工艺。
需要焊条的最典型案例是电镀槽焊接,由于电镀槽的结构较为复杂,焊缝的形状较为多样化。
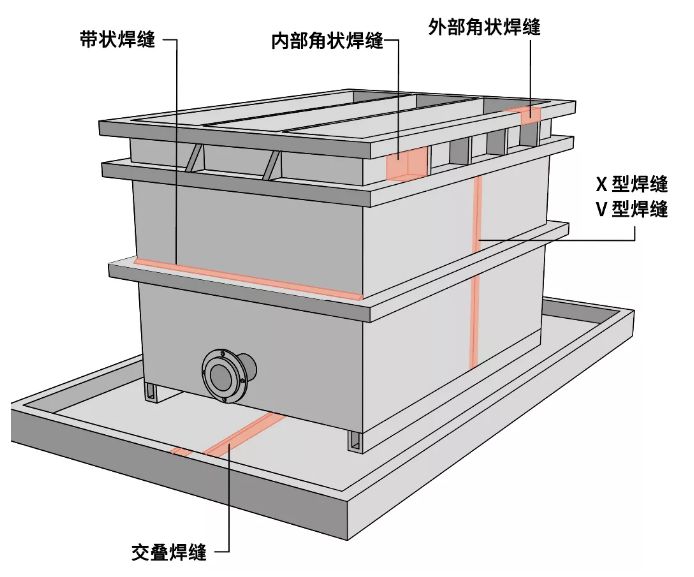
带状焊缝
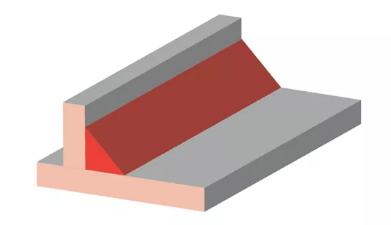
是最常使用的焊缝几何形状。它出现在以T型接头焊接两个工件时。
内部角状焊缝
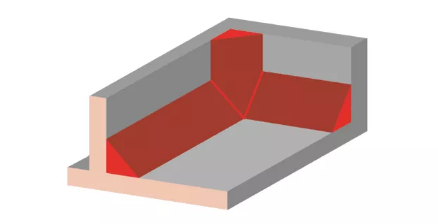
主要用于很难接近的位置,最有效率地焊接成任何几何形状和花键几何形状的焊缝。
外部角状焊缝
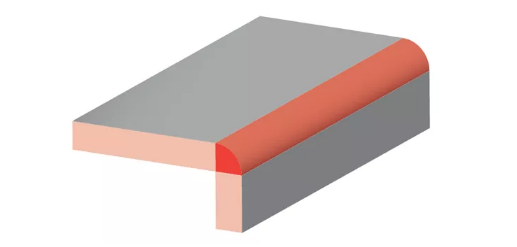
是指一种带状焊缝。焊缝经过相对的工件边缘。因此是沿着外侧的纵边(边缘)焊接。
X型焊缝
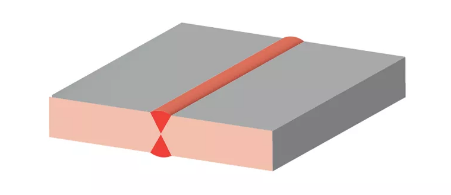
双V型焊缝也称为X型焊缝。它属于对接焊缝,由两个V型焊缝组合而成。V型焊缝分别位于待焊接部件的两侧。
V型焊缝
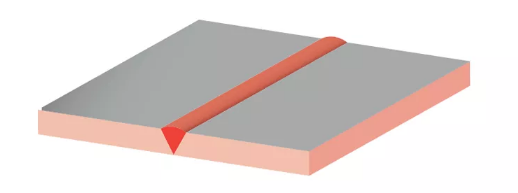
为了形成对于V型焊缝来说典型的V型角,工件应适当倾斜或者彼此的摆位形成相应的角度。
交叠焊缝
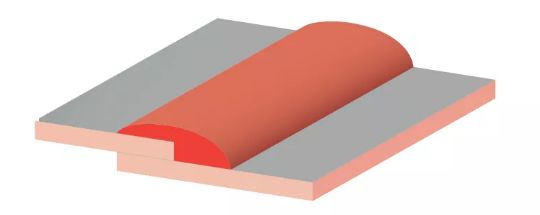
主要用于塑料膜。膜片彼此交叠排布,焊缝位于上部随意摆放的材料边缘的上方。
在电镀槽焊接作业中,单一的焊接工艺往往会使焊接强度与速度背道而驰,难以实现真正地高效焊接。针对焊缝位置、形状以及材料厚度的不同,我们选择怎样的工艺去焊接就变得非常关键。
焊接工艺
一、热风焊接
.jpg)
热风焊接工艺中,热量受到控制。加热后的空气被输送到工件的待焊区域,通过压力轮施加需要的压力。
二、热楔焊接
.jpg)
该工艺的特征是热楔块通过加热管直接进行加热,产生的热量通过热楔块直接传递到工件的待焊区域,尤其适合焊接比较厚的材料。
三、热风楔式焊接
.jpg)
热风楔 (加热的热楔和热风的组合) 是指热风用来进行预热,实际的焊接过程通过热楔部分来完成,热风同时对工件的待焊区域起到清洁作用。
四、钟摆式焊接(WF)
.jpg)
钟摆式焊接需要和基材同种材质的焊条,两者的表面都需要通过热风进行预热。通过类似钟摆运行轨迹的上下往复焊接过程,两部分工件被连接在一起。
五、快速焊接(WZ)
.jpg)
该工艺需要使用快速焊接风嘴,预热待焊工件的表面至合适的温度进而塑化,再通过向下的压力将两部分工件连接在一起。
六、挤出式焊接
.jpg)
挤出焊接过程中,基材通过热风进行预热,然后通过添加的挤出熔体连接在一起。焊条被喂料进入到加热料筒,然后进行塑化并通过螺杆挤出。
